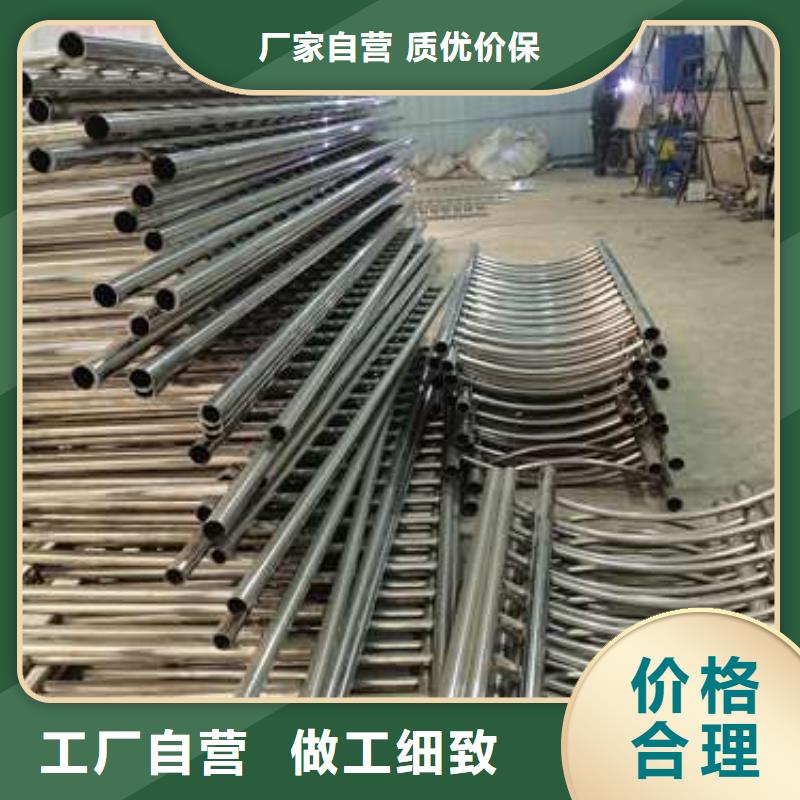
【不锈钢复合管护栏,防撞【护栏】生产安装】
| 产品参数 | |
|---|---|
| 产品价格 | 215元/米 |
| 发货期限 | 3-7天 |
| 供货总量 | 8989999 |
| 运费说明 | 电议 |
| 是否厂家 | 是 |
| 发货城市 | 山东 聊城 |
| 产品产地 | 山东 聊城 |
| 可售卖地 | 全国 |
| 适用领域 | 桥梁 道路 公路 公园 景观 |
| 品牌 | 鑫海达 |
| 产地 | 山东 |
| 是否直销 | 厂家直销 |
| 是否定制 | 可定制 |
| 型号 | 201/304/316 |
| 颜色 | 按需喷色 |
| 尺寸 | 按需定做 |
| 范围 | 【不锈钢复合管护栏,防撞【护栏】】供应范围覆盖北京市、房山区、东城区、西城区、丰台区、石景山区、海淀区、门头沟区、通州区、顺义区、昌平区、大兴区、怀柔区、平谷区、朝阳区、延庆区、密云区等区域。 |
鑫海达防撞护栏厂家(北京市房山区分公司)是一家从事 市政道路防护栏研发,生产及销售的企业。目前市场规模已在全国的所有省会城市和数百个二级主要城市设有销售点,出口业务遍及海外100多个和地区;公司引进进口的自动化设备,成熟工艺和精密设备相结合,保证产品品质,从源头把控品质,坚持技术创新。 我们的经营理念是“诚信、创新、、共赢”,您的满意是我们永恒的追求,期待成为您真诚的合作伙伴。


铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、医疗机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
不锈钢复合管护栏焊接要点及注意事项
首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极)
一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。)
保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。
从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。
风和通风。在有风的区域,应采取措施堵塞网,并在室内采取适当的通风措施。






防撞不锈钢复合管护栏参数介绍
防撞不锈钢复合管护栏是典型的冷弯型钢产品,具有抗冲击性好、成本低、寿命长、性更高、绿色环保等优点 栏板的宽度310MM,厚度:3MM、4MM。 1吨护栏板可铺:3MM厚的80米,4MM厚的61米 。每公里3MM厚的重12.3吨,4MM厚的重16.388吨。
防撞不锈钢复合管护栏模板加工及安装
(1)防撞不锈钢复合管护栏模板一般采用外加工钢模板。钢模板的厚度、长度、横竖肋根据防撞护栏尺寸、长度和模板周转次数确定。为了保证模板不变形,通常在模板边缘和部分横竖肋位置用槽钢加强。
(2) 为了固定模板,在模板底部预留穿墙螺栓孔,孔的高度以桥面铺装施工后能盖住为宜。模板上采用槽钢作为加强竖肋,槽钢高出模板顶面100mm,在高出部分预留螺栓孔作为穿墙螺栓用。穿墙螺栓的直径和间距根据防撞护栏尺寸和模板情况计算确定。
(3) 在靠近防撞护栏的湿接头位置,施工时预埋一排短钢筋,作为支模板时的支撑。
(4) 模板与混凝土接触面必须打磨光洁呈亮色,用洁净的棉丝擦拭,直至擦完的棉丝基本没有锈迹和脏物为止,然后均匀涂刷脱模剂。
(5) 根据设计图纸和测量放线位置支设模板。模板底部的梁板面应先用水泥砂浆抹带找平。相邻的模板宜用螺栓连接,相对的模板用穿墙螺栓固定,模板搭接处夹海绵双面胶条密封。在防撞护栏内侧利用预留的短钢筋作支点,采用脚手管、方木、钢丝绳进行加固。
(6) 模板顶面每隔1m左右应横放一根短方木,方木用粗铁丝与梁上的预留钢筋拉紧压住模板,防止浇筑混凝土时模板上浮。
(7) 防撞不锈钢复合管护栏上的真缝、假缝应在支模时根据设计位置设好。若设计没有规定缝的位置时,一般跨中、板端和连续梁的支座位置均应设置真缝。假缝位置可以在模板上对称贴上加工好的橡胶条,真缝位置宜采用两层三合板中间夹泡沫板的做法,以利拆除。
(8) 防撞不锈钢复合管护栏在桥梁伸缩缝位置应根据图纸预留伸缩缝施工槽。
(9) 模板验收合格后,测量人员在模板顶部的槽钢上放出防撞护栏顶面高程控制线并用红漆标注。



在加工304不锈钢复合管护栏的过程中,有时会出现漏锌的情况,下面就为大家介绍一下解决漏锌的方法:
1、锌液中含铝含量控制在0.05%以下,建议采用5-10%的铝含量中间合金,不直接使用纯铝锭即可。
2、避免高碳钢过酸洗
3、彻底焊渣及焊渣飞溅物
4.防止助镀剂的过热烧损
5、对容易造成热镀锌漏镀的地方可预先涂抹高浓度溶剂。
6、保持工件入口的热镀锌锌液表面的清洁、并防止铝含量富集。
7、加强热镀锌的前期处理
8、尽量缩短工序的停留时间
9、保证助镀剂的质量浓度和合理配比
10、磨去火焰切割区热镀锌表面后彻底残留磨砂。
- 【钢套钢】,钢套钢保温管道来图定制 2026-04-23
- 更衣柜-密集柜货源充足 2026-04-23
- 密集架_资料档案柜您身边的厂家 2026-04-23
- 【水下作业-【水下清障】匠心品质】 2026-04-23
- 通风设备_【圆弧型通风天窗】工程施工案例 2026-04-23
- 不锈钢护栏_不锈钢丝绳护栏支持大小批量采购 2026-04-23
- 喷淋泵厂家资质齐全 2026-04-23
- 亿工防水涂料批发生产加工 2026-04-23
- 桥梁护栏防撞护栏专业的生产厂家 2026-04-23
- 手摇密集柜档案柜厂家N年生产经验 2026-04-23
- 李天路叉车租赁电话【李天路叉车吊车挖机拖车租赁联系方式】 2026-04-23
- 景观复合管护栏-201材质河道护栏海量库存 2026-04-23
- 零基础学新能源汽修新能源汽修长期培训汽修学校中专班 2026-04-23
- 桥梁护栏304不锈钢碳素钢复合管厂家精选 2026-04-23
- 附近吊车出租厂家 2026-04-23
产品




联系方式
